About | Archive | Articles | Supercharger | Components | BBS | Contact Us |
|
| Hey, let's boost a 7 psi kit to 12 pounds and see what happens... |
About | Archive | Articles | Supercharger | Components | BBS | Contact Us |
|
| Hey, let's boost a 7 psi kit to 12 pounds and see what happens... |
ENDYN's MOST FAMOUS BLOWER MODS (Better than Ever)
|
|
|
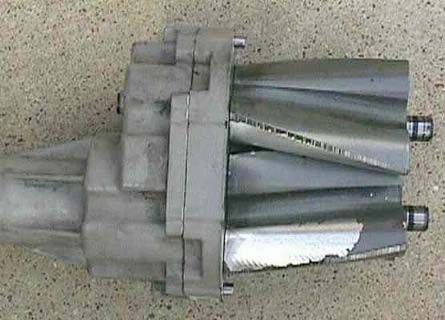
Figure 1 : The blower as we received it. View of well worn supercharger with manifold removed. Note the abundance of crankcase oil present on the discharge outlet and the heat discoloration. |
|
Figure 2 : A different view. The reasons for the the nasty conditions are both a function of many miles of abuse and running a 3" pulley without proper blower modification. Increased RPM require the blower modifications to keep excessive temperatures under control. Excessive heat is just like excessive RPM, They each ruin peoples" motors. |
|
Figure 3 : Another view from the manifold side of the blower displaying the overall nasty condition of the unit. |
|
|
|
Figure 4 : View of the rotors after removal from the case. Note that the rotors became so hot that the epoxy finish was "blown" off. The epoxy is simply another component that the engine must eat. Please notice the serrated edges of the rotors. These are designed and machined to be self-clearancing as the engine runs. |
|
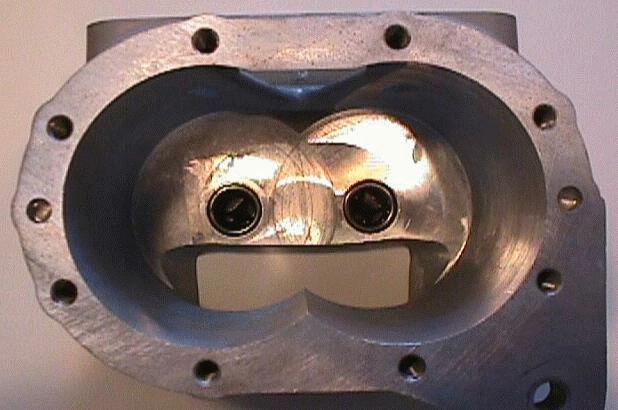
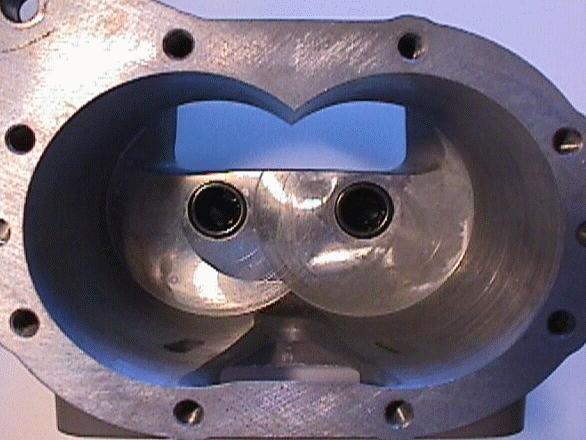
Figure 5 : The innards of the blower case. Note the (hard to see) shapes of the inlet at the rear and the exit on the lower side. The case also displays considerable scoring resulting from the self clearancing design and the temperatures which caused some of the epoxy to fly off. |
|
|
|
Figure 6 : This view shows some internal detail of charge exit area. Note the area increase and the radiusing on all the surfaces to curtail turbulence. |
|
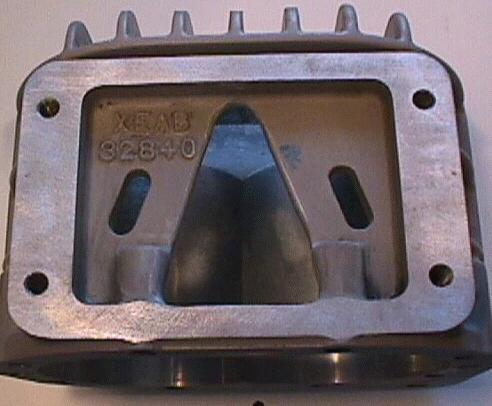
Figure 7 : This internal view shows the expanded and carefully shaped air entry at the back of the case. The shapes are designed to work with the charge exit area to provide 120-degree case to rotor timing and are, therefore, critical. |
|
Figure 8 : This view provides a good overhead look at the the amount of material removal necessary in the blower charge exit area. Note that the (front) of the opening is tapered to a sharp intersect for greater escape cross section. All surfaces are carefully radiused. |
|
Figure 9 : Another similar upper view of the charge exit area. |
|
Figure 10 : This view shows that the rear area on this particular application required only minor reshaping which was really simply to get a good match to the bypass housing. |
|
Figure 11 : Another view of the reworked entry area of the rear of the blower. |
|
Figure 12 : The blower's rotors in this picture exhibited considerable warpage and wear damage. We massaged them where necessary to prevent future contact and erosion. The rotor's heat-treat was also destroyed by the heat from the extreme RPM and abusive driving conditions. We went ahead and stripped the remaining epoxy off using water and an ultrasonic cleaning process. We felt that we could possibly prevent the engine from eating any more debris by removing it while we were able. |
|
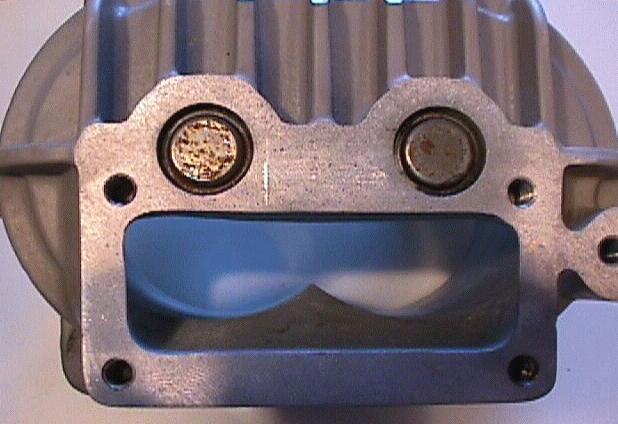
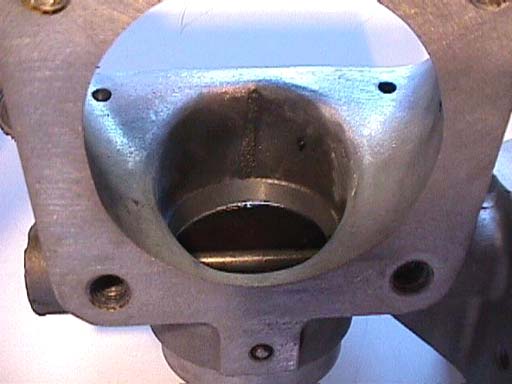
Figure 13 : This is a look into the bypass housing showing the minor radiusing that is necessary to properly allow pressure equalization. Many people spend a lot of time carefully shaping this area, but there's in fact very little flow at this junction...it's only a pressure balance and the bulk of the flow still passes through the blower rotors. Don't waste too much time working here, the gain is not measurable. |
|
Figure 14 : This picture shows the "finished" blower just prior to packing and shipping back to it's owner. We did perform the "S" mod to the case, while cleaning the components and reshaping some parts so their warpage wouldn't cause part to part collisions in the future. We did our best to help revive something that was already dead and, if nothing else, there was no longer any debris available for the engine's consumption. |
|
|
About | Archive | Articles | Supercharger | Components | BBS | Contact Us |
|
| Hey, let's boost a 7 psi kit to 12 pounds and see what happens... |