Dart Honda B Series Blocks
Over the past two years, we've had the opportunity to build a number of Honda B series engines based on blocks manufactured by Dart Machinery. Each of these engines has worked flawlessly in it's respective application, prompting us to become a warehouse distributor for Dart.
We've found that the cylinders stay perfectly round during machining and more importantly during operation, providing a ring seal that's simply not available with most sleeved blocks. As most of you know, keeping the rings sealed (minimizing pressure losses) is paramount to power production.
The massive block casting also provides an extremely rigid housing for the crankshaft. Stock and sleeved Honda blocks provide good crank support at moderate power levels, however, they were never designed for operation in the extreme HP and RPM ranges enthusiasts are pushing today. As a result, the (excellent) Honda crankshafts tend to support the flexing block leading to higher frictional losses and accelerated bearing wear. The Dart block presents the optimal situation, where the block supports the crank, providing the best possible foundation for performance and durability.
Aside from the benefits we've touched on, these blocks are also available in standard and tall-deck versions which allow engine builders to assemble longer-stroke combinations while maintaining good overall geometry without trouble-prone deck-plates. We believe that when you compare the prices of using a Dart block vs. that of a sleeved block, the Dart certainly nets the greatest bang per buck. The peace of mind knowing that you'll never have to deal with the ever-changing warranties of most sleeved blocks is also more than worth the price of admission.....
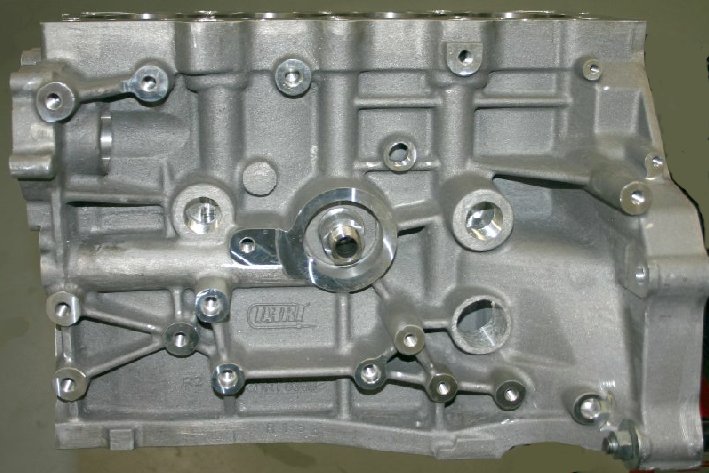
Note: Dart blocks are not like OE Honda blocks and they require a lot of finishing work before they are ready to be assembled. Our preparation includes the following:
1. Weld deck to prevent oil leaks at the four exhaust-side oil drain-back locations. CNC water passages to properly align them with the head/head gasket. Machine main oil galley .200" larger than (as received from Dart). Trench #1 and #5 main feed locations in main oil galley, re-size all main bearing oil feed passages.
2. De-burr / polish all crankcase surfaces
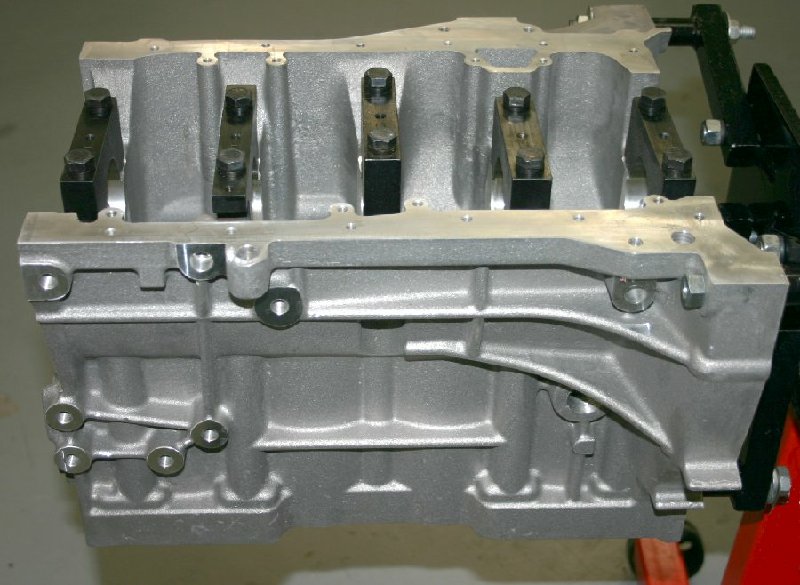
3. Align-hone main bores
4. Settle sleeves, bore/hone with head gasket and torque plate. Use of a torque plate is essential, as it will distort the cylinder bores .0015"